In the modern industrial era, food safety is no longer just a regulatory requirement; it is a fundamental pillar of brand reputation and consumer trust. As a premier China Food Grade LED Strip Lights Manufacturer, we have observed a significant shift in the global commercial and industrial sectors. Lighting in food processing environments, commercial kitchens, and cold storage facilities must do more than just illuminate; it must adhere to stringent safety protocols that prevent chemical contamination and physical breakage.
Globally, the demand for food-grade LED strip lights has surged, driven by strict regulations such as the FDA (Food and Drug Administration) in the USA, the NSF (National Sanitation Foundation), and EFSA (European Food Safety Authority) guidelines. Traditional lighting solutions often use glass or toxic plastics that can shatter or off-gas when exposed to high temperatures or humidity. Modern manufacturers are now turning to Silicone-encapsulated LED strips, which are non-toxic, heat-resistant, and chemically stable, ensuring that no harmful substances interact with the food products.
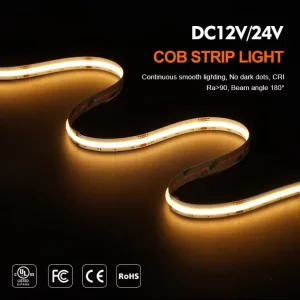
The lighting industry is moving towards "Human-Centric" and "Product-Centric" designs. For food-grade applications, COB (Chip on Board) LED technology is becoming the standard. Unlike traditional SMD LEDs, COB strips provide a dotless, continuous line of light, which is crucial for inspection lines in food factories to avoid glare and shadows. Furthermore, the integration of IoT (Internet of Things) allows for automated lighting cycles in vertical farming and hydroponics, where light spectrums are tuned to optimize crop growth while maintaining a food-safe environment.
As a leading manufacturer, we are integrating High CRI (Color Rendering Index) technology. This ensures that the natural color of food—from fresh produce to meats—is represented accurately, which is essential for quality control and retail presentation.
International buyers prioritize CE, RoHS, and ETL certifications. For food zones, the materials must be BPA-free and resistant to frequent cleaning with industrial detergents.
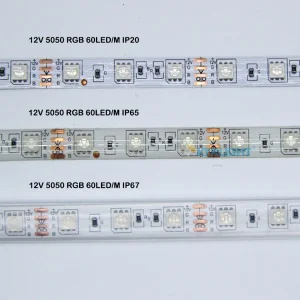
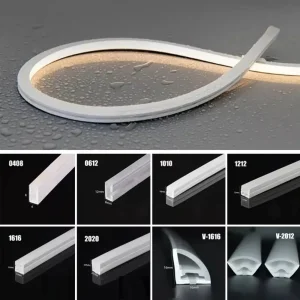
In wash-down environments, IP67 or IP68 ratings are non-negotiable. Our silicone extrusion process ensures a seamless seal that prevents moisture ingress even under high pressure.
Food processing can range from blast freezers (-40°C) to industrial ovens (+80°C). Our food-grade silicone LED strips maintain flexibility and performance across extreme temperatures.
China remains the powerhouse of LED innovation. By choosing a Chinese LED Manufacturer like Hangzhou Halo Light, you gain access to a mature supply chain that offers unbeatable scalability and cost-efficiency. We don't just assemble; we innovate. Our R&D department focuses on the chemistry of silicone to ensure our "Food Grade" claim is backed by rigorous lab testing.
Our facility in Hangzhou utilizes automated production lines to ensure consistency. Unlike smaller workshops, we can fulfill large-scale orders for global supermarket chains or industrial complexes while maintaining a 99.9% pass rate in quality control.
Under-cabinet lighting that resists grease and steam, providing chefs with bright, accurate light for safe food preparation.
Low-voltage LED strips that emit minimal heat, preserving the shelf life of perishables in supermarkets while making them look appetizing.
Long-run lighting for conveyor belts and bottling lines, where vibration resistance and high durability are required for 24/7 operation.
Beyond these, our Food Grade LED Strip Lights are used in pharmaceutical labs where clean-room standards are enforced. The non-porous surface of our silicone strips prevents bacteria buildup, making it an ideal choice for any sterile environment.
Hangzhou Halo Light Co., Ltd. has steadily evolved into a competitive LED strip light manufacturer, specializing in advanced Neon Flex, SMD, and COB LED lighting solutions for global markets. Since its establishment, the company has focused on combining innovation, quality manufacturing, and customer-oriented service to meet the growing demand for energy-efficient and flexible lighting systems.
Based in Hangzhou, a key center for technology and manufacturing in China, Halo Light operates a modern production facility equipped with automated assembly lines and strict quality control processes. Over the years, the company has built a professional team of engineers and technicians dedicated to continuous product development and performance optimization.
With a strong emphasis on research and development, Hangzhou Halo Light has expanded its product range from standard LED strip lights to high-density COB strips, durable Neon Flex solutions, and intelligent lighting systems suitable for architectural, commercial, and residential applications. Its products are widely recognized for their stability, brightness consistency, and long service life.
Driven by global market trends and sustainable development goals, the company continues to enhance its manufacturing capabilities and expand its international presence, aiming to deliver reliable, efficient, and innovative LED lighting solutions worldwide.


Traditional LED strips are often coated with Epoxy or PU (Polyurethane). While these materials are cheaper, they have significant drawbacks in food-related environments. Epoxy tends to yellow over time due to UV exposure and becomes brittle, potentially cracking and releasing small shards into a food production line. PU is better but cannot withstand the high-temperature sanitization processes used in industrial kitchens.
Our Food Grade LED Strip Lights utilize high-purity, platinum-cured silicone. This material is chemically inert, meaning it does not react with chemicals or food. It is also "smoke-free" and "toxic-free" in the event of an electrical fault. This is a critical safety feature for large-scale industrial buyers who must mitigate every possible fire and contamination risk.
In food processing, visual inspection is the first line of defense against contaminated products. Whether it's sorting beans, inspecting meat quality, or checking the seal on a yogurt cup, the lighting must be perfect. Our COB (Chip on Board) LED strips offer a continuous light source that eliminates the "hot spots" typical of SMD strips. This reduces eye strain for workers and ensures that cameras in automated inspection systems (AI Vision) can capture clear, glare-free images for more accurate defect detection.
Every food processing facility has a unique layout. A standard 5-meter roll of LED strip light is rarely the perfect fit. This is where our OEM and ODM capabilities come into play. We provide custom lengths, specialized IP68 connectors, and tailored power solutions. For global wholesalers, we offer branding services, allowing them to provide high-quality, certified products under their own labels. This flexibility has allowed us to partner with engineering firms in the EU, North America, and Southeast Asia.
As the world moves toward Net-Zero goals, the energy efficiency of lighting becomes a key KPI for industrial managers. Our LED strips offer up to 150 lumens per watt, significantly reducing energy consumption compared to traditional fluorescent tubes. When you multiply this saving across a 50,000-square-foot facility, the ROI (Return on Investment) is achieved in months, not years. Furthermore, the long lifespan of our LEDs (up to 50,000 hours) means fewer replacements, reducing maintenance costs and material waste.