The global lighting market has undergone a seismic shift from traditional SMD strips to High Efficacy LED Strip Lights. As energy costs soar and international sustainability mandates (such as the EU's ErP regulations and North America's DLC standards) become more stringent, industrial and commercial sectors are demanding lighting that delivers more "Lumens per Watt." Modern High Efficacy LED strips now exceed 160lm/W, representing a 40% improvement in energy conservation compared to standard models.
In the current industrial landscape, high efficacy is no longer just about brightness; it’s about thermal management and longevity. High-performance chips generate less heat, which in turn preserves the integrity of the PCB and extends the lifespan of the phosphor, ensuring that high-end architectural projects remain vibrant for decades. From skyscraper facades in Dubai to high-tech manufacturing plants in Germany, the demand for reliable, high-efficacy strips is at an all-time high.
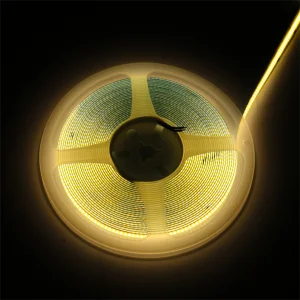
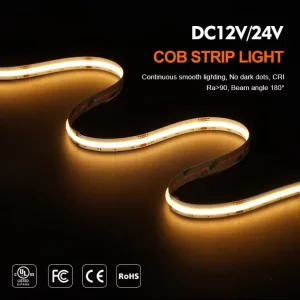
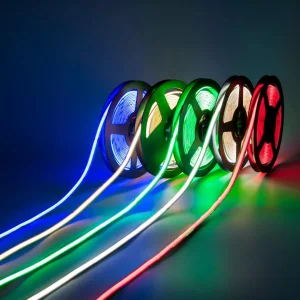
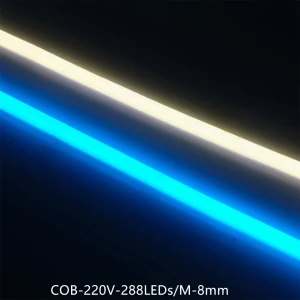
Chip-on-Board technology has revolutionized the market by providing a continuous, seamless line of light without the visible "dots" of traditional SMD strips, ideal for high-end interior design.
The rise of Matter and Zigbee 3.0 protocols allows our High Efficacy strips to integrate seamlessly into smart building ecosystems, supporting automated dimming and CCT tuning.
Modern procurement focuses on carbon footprints. Our factory utilizes recycled aluminum and lead-free soldering to meet global ESG requirements for corporate buyers.
Ultra-thin PCBs (down to 3mm) are now required for integration into cabinetry, furniture, and complex architectural details where space is at a premium.
High efficacy strips are being tuned to match circadian rhythms in hospitals and offices, improving well-being through precise color temperature control.
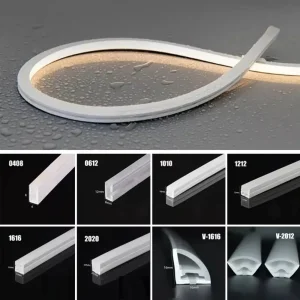
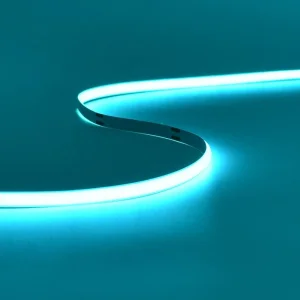
Innovations in silicone extrusion (IP68) allow for high-efficacy lighting in underwater and extreme weather conditions, expanding the scope of outdoor applications.
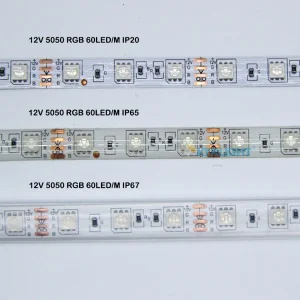
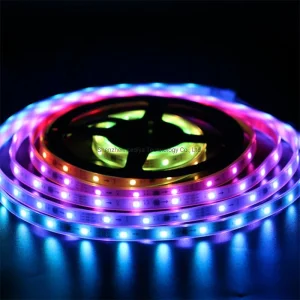
For large-scale commercial projects, the RGBW Strip LED Strip Light is the gold standard. By combining a dedicated white chip with RGB channels, designers can achieve pure architectural whites while maintaining the capability for 16 million colors. Our 5050 60D 24V series is engineered with a thickened copper PCB to minimize voltage drop across long runs, a critical factor for stadium and mall lighting.
This product line represents our commitment to "High Efficacy" by optimizing light distribution through precision-engineered silicone coatings that enhance light extraction while providing IP68 protection.
Hangzhou Halo Light Co., Ltd. has steadily evolved into a competitive LED strip light manufacturer, specializing in advanced Neon Flex, SMD, and COB LED lighting solutions for global markets. Since its establishment, the company has focused on combining innovation, quality manufacturing, and customer-oriented service to meet the growing demand for energy-efficient and flexible lighting systems.
Based in Hangzhou, a key center for technology and manufacturing in China, Halo Light operates a modern production facility equipped with automated assembly lines and strict quality control processes. Over the years, the company has built a professional team of engineers and technicians dedicated to continuous product development and performance optimization.

With a strong emphasis on research and development, Hangzhou Halo Light has expanded its product range from standard LED strip lights to high-density COB strips, durable Neon Flex solutions, and intelligent lighting systems suitable for architectural, commercial, and residential applications. Its products are widely recognized for their stability, brightness consistency, and long service life.
Driven by global market trends and sustainable development goals, the company continues to enhance its manufacturing capabilities and expand its international presence, aiming to deliver reliable, efficient, and innovative LED lighting solutions worldwide.

Procurement officers for multi-national corporations face the challenge of sourcing products that meet diverse electrical codes. As a leading exporter, we ensure our high-efficacy strips carry ETL, CE, and RoHS certifications. Our QC process involves 24-hour salt spray tests for seaside projects and 48-hour burn-in cycles to guarantee zero-defect shipments. We understand that in the B2B world, downtime is expensive; therefore, we use high-grade 3oz copper PCBs to prevent overheating and voltage drop.
Sourcing directly from our China factory offers unparalleled advantages in customization and scale. While Western competitors struggle with supply chain delays, our proximity to the world's primary semiconductor hubs allows us to source the latest chips faster and more affordably. We offer:
✓ Rapid Prototyping: OEM designs from concept to sample in under 7 days.
✓ Competitive Binning: We ensure 3-Step MacAdam Ellipse consistency across different batches.
✓ Logistics Mastery: Established partnerships with global freight forwarders for air, sea, and rail delivery.
✓ Scale: Monthly production capacity exceeding 500,000 meters of LED strips.
Understanding the "High Efficacy" metric is vital for engineers and lighting designers.
When we discuss High Efficacy LED Strip Lights, we are referring to the ratio of light output (Lumens) to the power consumed (Watts). A standard LED strip might offer 80-100 lm/W. Our premium series pushes this to 160-180 lm/W. This is achieved through three core pillars:
This technical superiority translates into lower utility bills for the end-user and a significant reduction in the cooling load for HVAC systems in commercial buildings. For industrial warehouses, this means a faster ROI (Return on Investment), often within 12-18 months of installation.