In the modern era of Industry 4.0, the global demand for Industrial LED Strip Lighting has experienced an unprecedented surge. No longer confined to simple decorative use, LED strips have become essential components in large-scale factory automation, warehouse safety, and architectural integration. The transition from traditional incandescent and fluorescent systems to LED technology is driven by a global commitment to energy efficiency and carbon footprint reduction.
Currently, North America and Europe lead in the adoption of high-specification LED lighting, primarily due to stringent safety regulations and energy-saving mandates. Meanwhile, the Asia-Pacific region is the fastest-growing market, fueled by rapid industrialization and the presence of world-class manufacturing hubs. As a premier China LED Strip Lighting Factory, we are at the center of this revolution, providing high-performance solutions that balance durability with cost-efficiency.
Enterprises worldwide are seeking more than just illumination; they require "smart" lighting—systems that can be programmed, dimmed, or integrated into building management systems (BMS). Our focus on R&D allows us to stay ahead of these requirements, offering everything from high-density COB strips to addressable RGBW systems that cater to complex industrial needs.
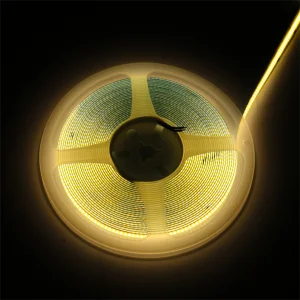
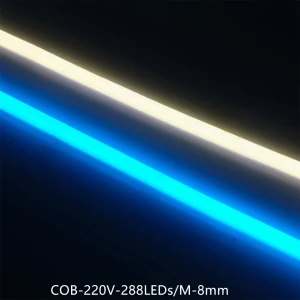
Chip-on-Board (COB) technology is replacing SMD for applications requiring seamless, dot-free lighting. Industrial users favor COB for its superior heat dissipation and uniform light output.
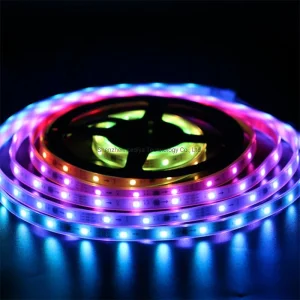
Addressable strips (WS2811/WS2814) are being used for visual signaling in automated warehouses, indicating machine status or guiding logistical pathways.
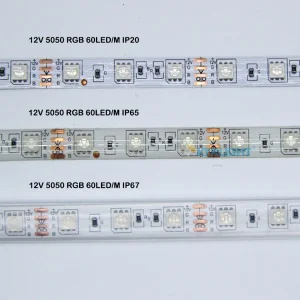
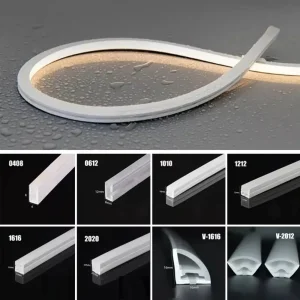
The rise of silicone extrusion technology (IP67/IP68) allows LED strips to thrive in harsh environments, from sub-zero cold storage to high-humidity manufacturing plants.
Global enterprises face unique challenges when sourcing lighting equipment. Procurement managers from the USA, Germany, Brazil, and Australia require Industrial LED Strip Suppliers who understand local certification standards like ETL, CE, and RoHS. Our manufacturing process is strictly aligned with these international benchmarks, ensuring seamless customs clearance and local code compliance.
Localization is not just about certification; it's about application. In Northern Europe, high-intensity warm white strips are used to combat winter gloom in workplaces, while in the Middle East, high-voltage, UV-resistant strips are essential for outdoor architectural lighting. We provide tailored solutions, including custom lengths, specialized CRI (Color Rendering Index) values, and varying voltage options (12V, 24V, 110V, 220V) to match regional power grids.
By choosing a factory-direct relationship in China, global buyers reduce middleman costs while gaining direct access to engineering expertise. This "Direct-from-Factory" model allows for rapid prototyping and OEM/ODM services that local distributors simply cannot match.
Hangzhou Halo Light Co., Ltd. has steadily evolved into a competitive LED strip light manufacturer, specializing in advanced Neon Flex, SMD, and COB LED lighting solutions for global markets. Since its establishment, the company has focused on combining innovation, quality manufacturing, and customer-oriented service to meet the growing demand for energy-efficient and flexible lighting systems.

Based in Hangzhou, a key center for technology and manufacturing in China, Halo Light operates a modern production facility equipped with automated assembly lines and strict quality control processes. Over the years, the company has built a professional team of engineers and technicians dedicated to continuous product development and performance optimization.

With a strong emphasis on research and development, Hangzhou Halo Light has expanded its product range from standard LED strip lights to high-density COB strips, durable Neon Flex solutions, and intelligent lighting systems suitable for architectural, commercial, and residential applications. Its products are widely recognized for their stability, brightness consistency, and long service life.
Driven by global market trends and sustainable development goals, the company continues to enhance its manufacturing capabilities and expand its international presence, aiming to deliver reliable, efficient, and innovative LED lighting solutions worldwide.
Being located in Hangzhou allows us to tap into the world's most robust electronics supply chain. This translates to faster lead times and access to the latest LED chip advancements before they hit the global retail market.
From custom PCB widths (as narrow as 3mm for medical devices) to specific lumen outputs for industrial safety, our factory specializes in OEM/ODM flexibility that local stockists cannot provide.
We leverage economies of scale and automated production to provide industrial-grade lighting at a fraction of the cost of Western competitors, without sacrificing material quality or longevity.
Industrial LED strip lighting has transcended its origins as a niche product to become a cornerstone of modern facility management. In Warehouse Logistics, LED strips are integrated into racking systems to provide low-glare, high-visibility lighting that improves worker accuracy and safety. By using motion-sensing LED strips, facilities can reduce energy consumption by up to 80% compared to traditional high-bay lights that stay on 24/7.
In Precision Manufacturing, high-CRI (Color Rendering Index) LED strips are critical. Factories producing electronics or automotive parts require lighting that accurately represents colors and prevents eye strain. Our COB LED strips provide a continuous line of light that eliminates reflections on metallic surfaces, which is vital for quality inspection lines.
The Cold Storage & Food Processing industry presents some of the toughest challenges for lighting. Standard lights often fail due to moisture or extreme cold. Our IP68-rated silicone-encapsulated strips are designed to operate at -40°C, providing reliable illumination in walk-in freezers and wash-down areas. The silicone material is food-grade and resistant to the chemical cleaners used in sterile environments.
Architectural lighting also sees heavy use of industrial-grade strips. For Urban Infrastructure like bridges, tunnels, and skyscrapers, lighting must be high-voltage and long-run. We provide 220V/110V driverless LED strips that can run up to 100 meters on a single power feed, simplifying installation and reducing the number of failure points in large-scale public projects.
Finally, the Retail & Commercial Display sector utilizes our magnetic and low-voltage strips for shelf lighting. In high-end showrooms, the ability to hide the light source while providing intense, focused illumination is key. Our 5000K low-voltage magnetic strips allow for modular shelf layouts where lighting automatically connects as shelves are moved, a revolution for dynamic retail spaces.
As the world moves toward smarter, more sustainable infrastructure, Hangzhou Halo Light Co., Ltd. remains committed to being the top China industrial LED strip lighting factory. By combining rigorous quality control, cutting-edge COB and SMD technology, and a deep understanding of global market needs, we empower businesses to illuminate their spaces with efficiency and style. Whether you are looking for bulk wholesale supply or custom-engineered lighting solutions, our team is ready to transform your vision into reality.
Contact us today to explore how our high-performance LED strips can optimize your next industrial or commercial project.